Lackieranlagen: Konservieren, Endlackieren, Trocknen
inTEC bietet Ihnen Lackieranlagen für Stahlbaugruppen und Stahlprofile, für die Außen- und Innenbeschichtung von Rohren und Laborgeräte zur Prüfplattenbeschichtung. Auch für das Lackieren von Kleinteilen stehen branchenspezifische Lösungen bereit.
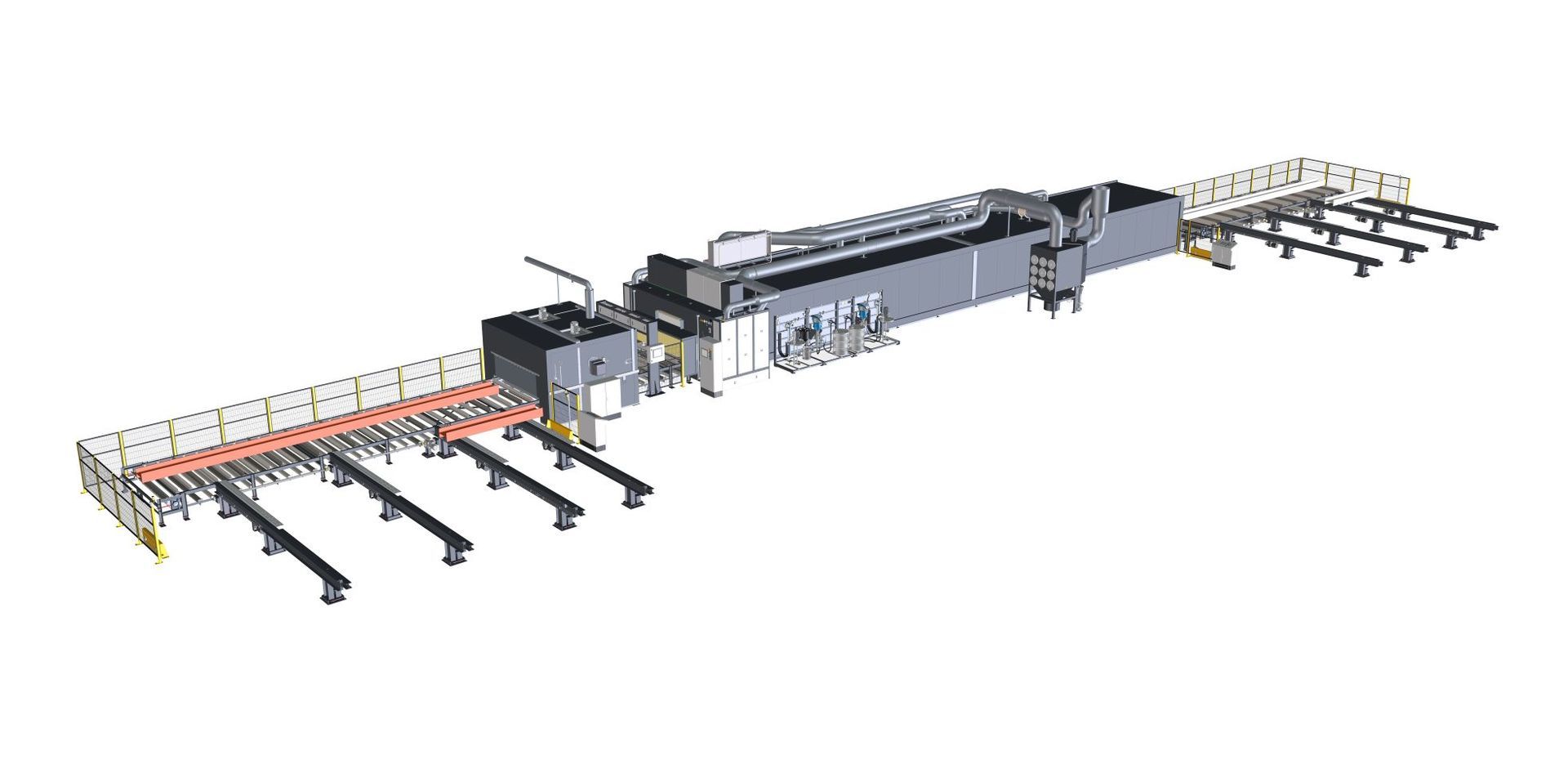
- Lackieranlagen zum Konservieren oder zum Aufbringen der Deckbeschichtung werden in den bestehenden Transportweg bzw. in die Fertigungsstraße integriert oder als Einzellinie aufgestellt. Lackier- und Trocknungsprozess erfolgen automatisch bei Einlauf von Material. Die Be- und Entladung erfolgen wahlweise manuell, halbautomatisch oder automatisch.
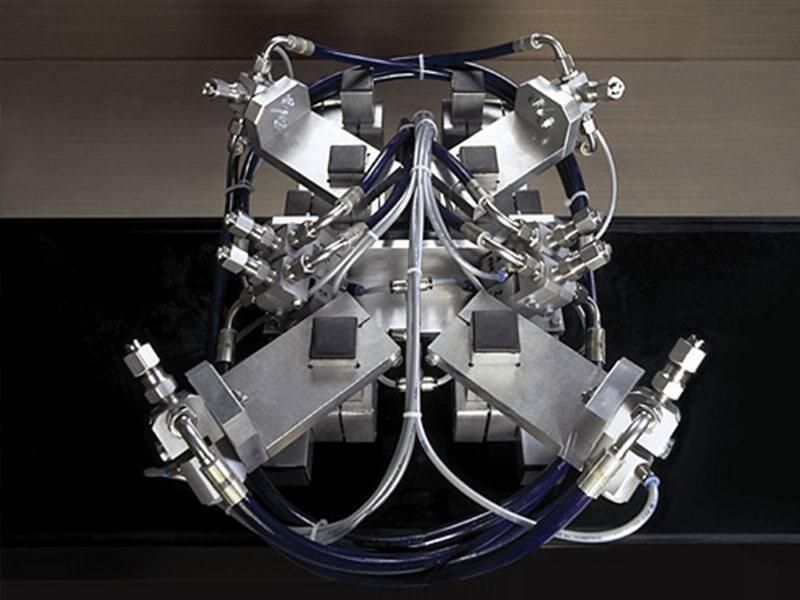
- Der Lackauftrag erfolgt mit wirtschaftlichen Airless-Lackierpistolen. Die Werkstücke werden in einem Durchlauf allseitig beschichtet. Der Abstand der Lackierpistolen zum Werkstück wird geometrieabhängig gesteuert. Die Lackierpistolen werden zur Reduzierung des Lackverbrauchs konturabhängig ein- und ausgeschaltet.
- Die Luftführung ist auf minimale Verluste in Bezug auf Wärme und Luftleistung ausgelegt.
- Die Konzeption erfolgt nach den Bedürfnissen, die sich aus der Form der Werkstücke, den Umgebungsbedingungen und der geforderten Aufgabe ergeben.
- Alle Baugruppen sind für eine einfache und schnelle Reinigung optimiert und von außen zugänglich. Die Wände der Lackier-Einheit sind zur einfachen Reinigung mit Anti-Haft-Folie beschichtet. Overspray wird auf Austragsfolien gesammelt sowie über die Abluft im Trockenfilter-System abgeschieden.
- Der Wartungsaufwand ist auf das Wesentliche reduziert.
Lackieranlagen für Stahlprofile und Stahlkonstruktionen
︽ Lösungen für den Stahlhandel zum Konservieren von Stahlprofilen
Konservierungslinien (Pre-Fabrication)
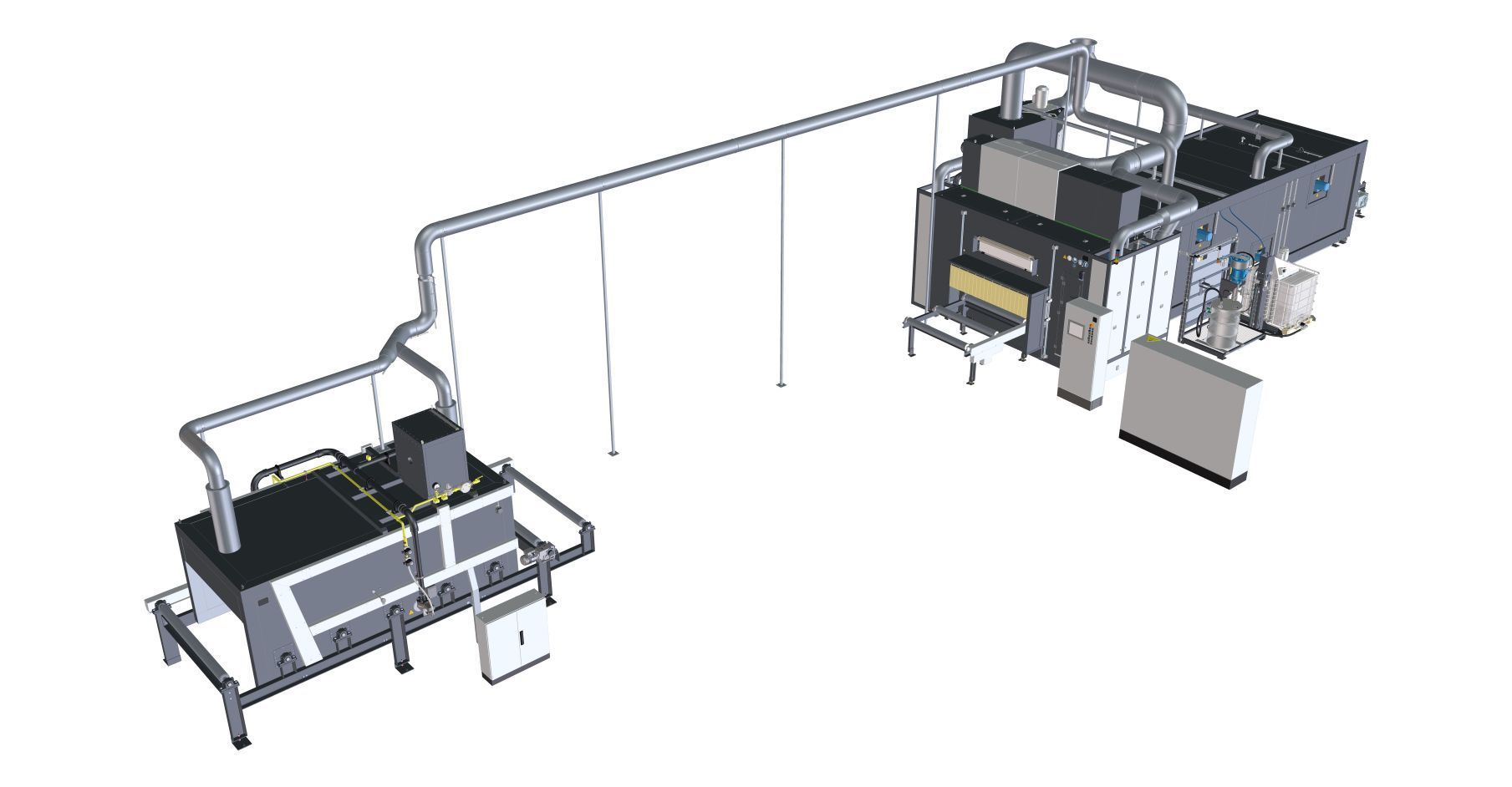
Ausstattung und Varianten:
» Abblasstation zum Entfernen von Verunreinigungen und Wasserresten
»
Lackiereinheit mit Airless-Lackierpistolen
»
Lackversorgung, Lackversorgungsraum
»
manuelle oder automatische Be- und Entladung oder Integration in bestehende Transportwege
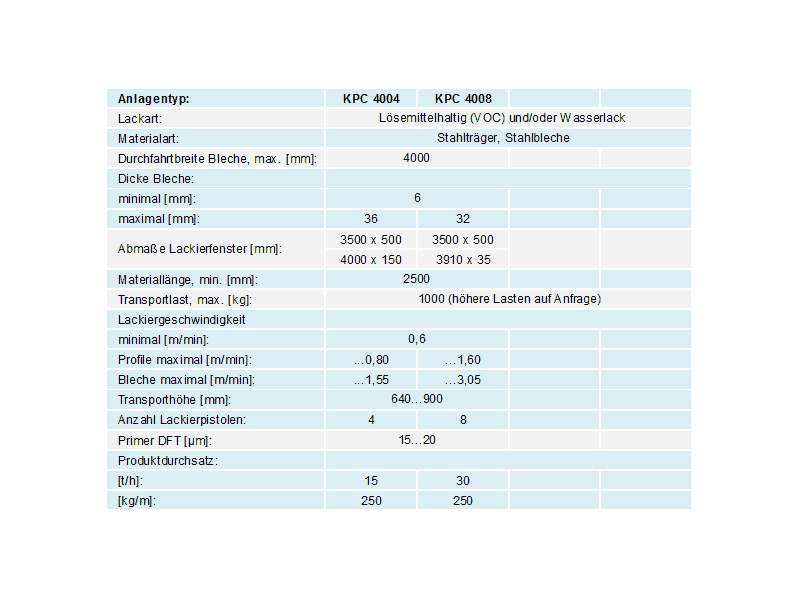
Technische Daten:
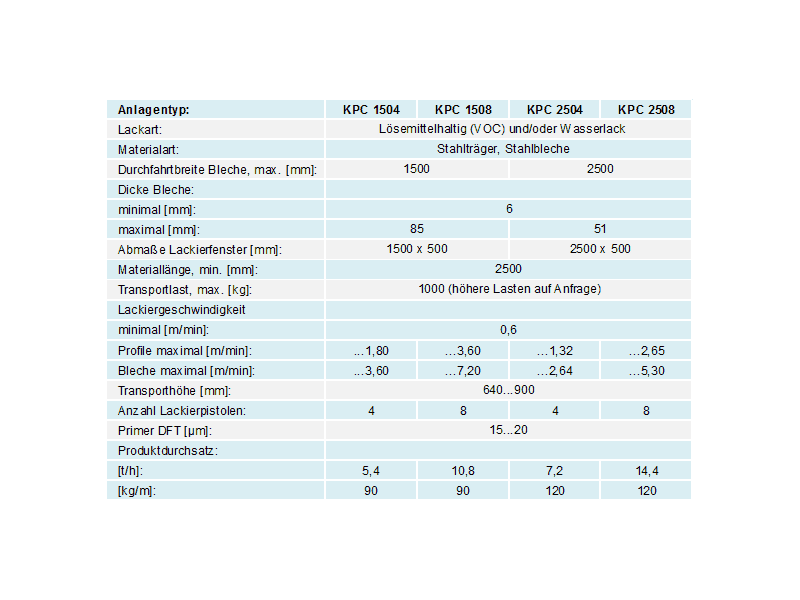
Anlagentyp:
IPC 1504
IPC 1508
IPC 2504
IPC 2508
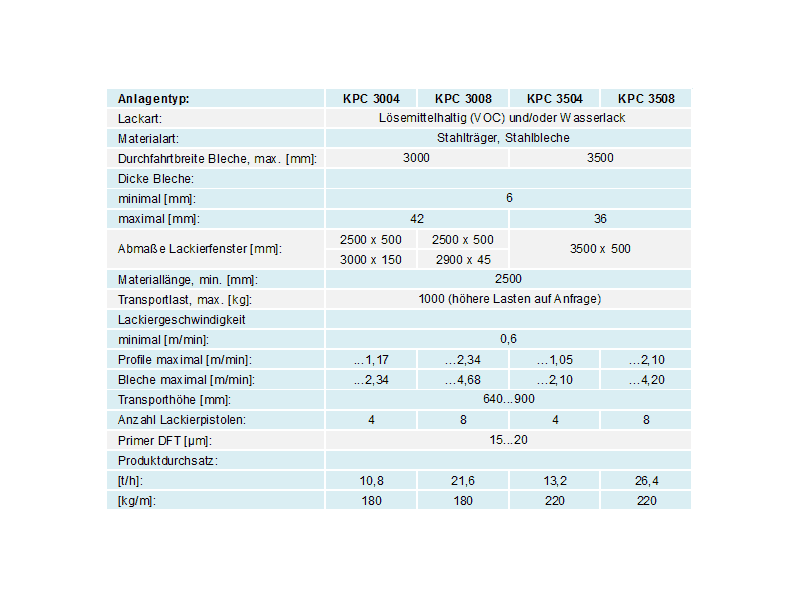
Anlagentyp:
IPC 3004
IPC 3008
IPC 3504
IPC 3508
Anlagentyp:
IPC 4004
IPC 4008
Broschüren:
Broschüren folgen in Kürze.
Galerie:
















Videos:
Übersicht Lackieranlagen
Konservierungslinie
Lackieren von Kopfplatten
︽ Lösungen für den Stahlbau zum Deckbeschichten von Stahlbaugruppen
Deckbeschichtung (Post-Fabrication)
Ausstattung und Varianten:
»
Lackiereinheit mit Airless-Lackierpistolen
»
Lackversorgung, Lackversorgungsraum
»
manuelle oder automatische Be- und Entladung oder Integration in bestehende Transportwege
»
Verknüpfung mit vorgeschalteter Strahlanlage zur Vorbehandlung des Materials
Technische Daten:
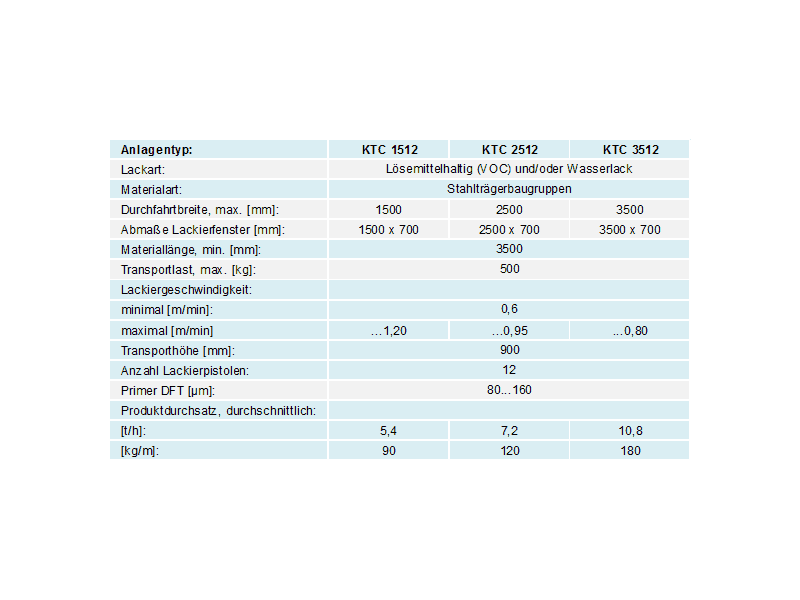
Anlagentyp:
ITC 1512
ITC 2512
ITC 3512
Galerie:





Videos:
Übersicht Lackieranlagen
Lackieren von Stahlbaugruppen
Lackieren von Kopfplatten
Deckbeschichtung
Lackieranlagen für Rohre
︽ Lösungen zum Außenbeschichten von Rohren
Außenbeschichtung von Rohren
Lackieranlagen für die Außenbeschichtung von Rohren werden als Einzelrohr-Anlagen oder als Anlagen für Rohrchargen angeboten.
Ausstattung und Varianten:
» Abblasstation zum Entfernen von Verunreinigungen und Wasserresten
»
Abscheider für Overspray zur Wiederverwendung: Abhängig vom verwendeten Lack
»
Lackversorgung, Lackversorgungsraum
»
manuelle oder automatische Be- und Entladung oder Integration in bestehende Transportwege
Technische Daten:
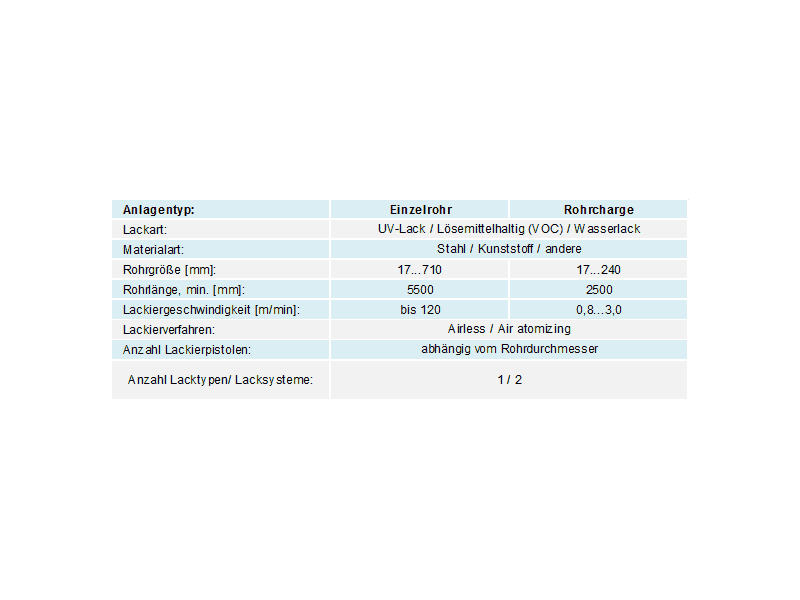
Anlagentyp:
Einzelrohr
Rohrcharge
Broschüren:
Fachpresse:
Videos:
Steuerung Demo
UV-Anlage
︽ Lösungen zum Innenbeschichten von Rohren
Innenbeschichtung von Rohren
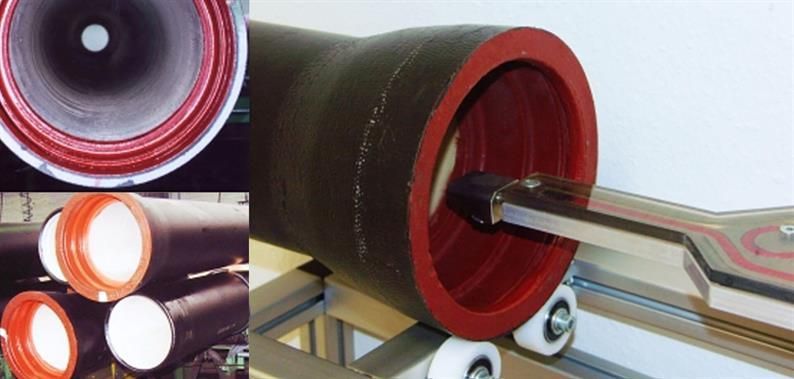
Lackieranlagen für die Innenbeschichtung von Rohren werden als Einzelrohr-Anlagen oder als Anlagen für Rohrchargen angeboten.
Ausstattung und Varianten:
» Abblasstation zum Entfernen von Verunreinigungen und Wasserresten
» Abscheider für Overspray zur Wiederverwendung: Abhängig vom verwendeten Lack
»
Lackversorgung, Lackversorgungsraum
»
manuelle oder automatische Be- und Entladung oder Integration in bestehende Transportwege
Technische Daten:
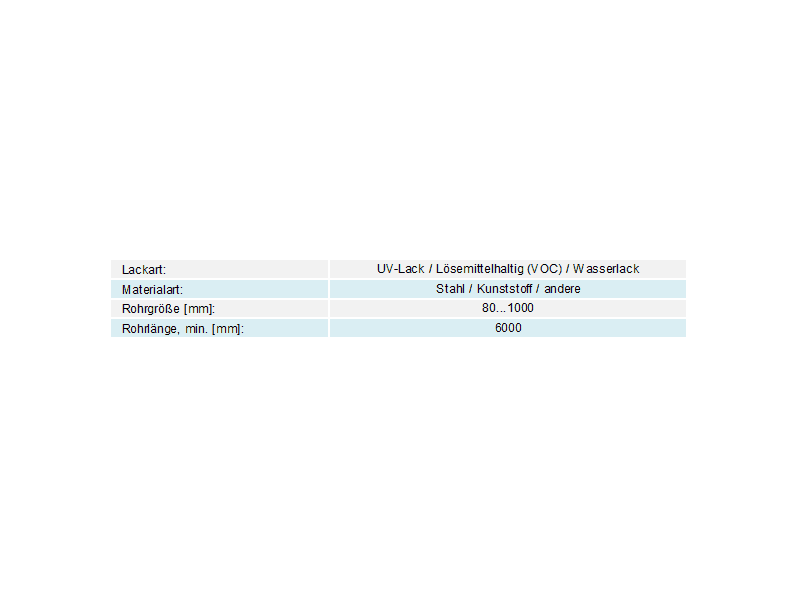
Anlagentyp:
Einzelrohr
Rohrcharge
Laboranwendungen
︽ Prüfblechbeschichtungsautomaten PB1
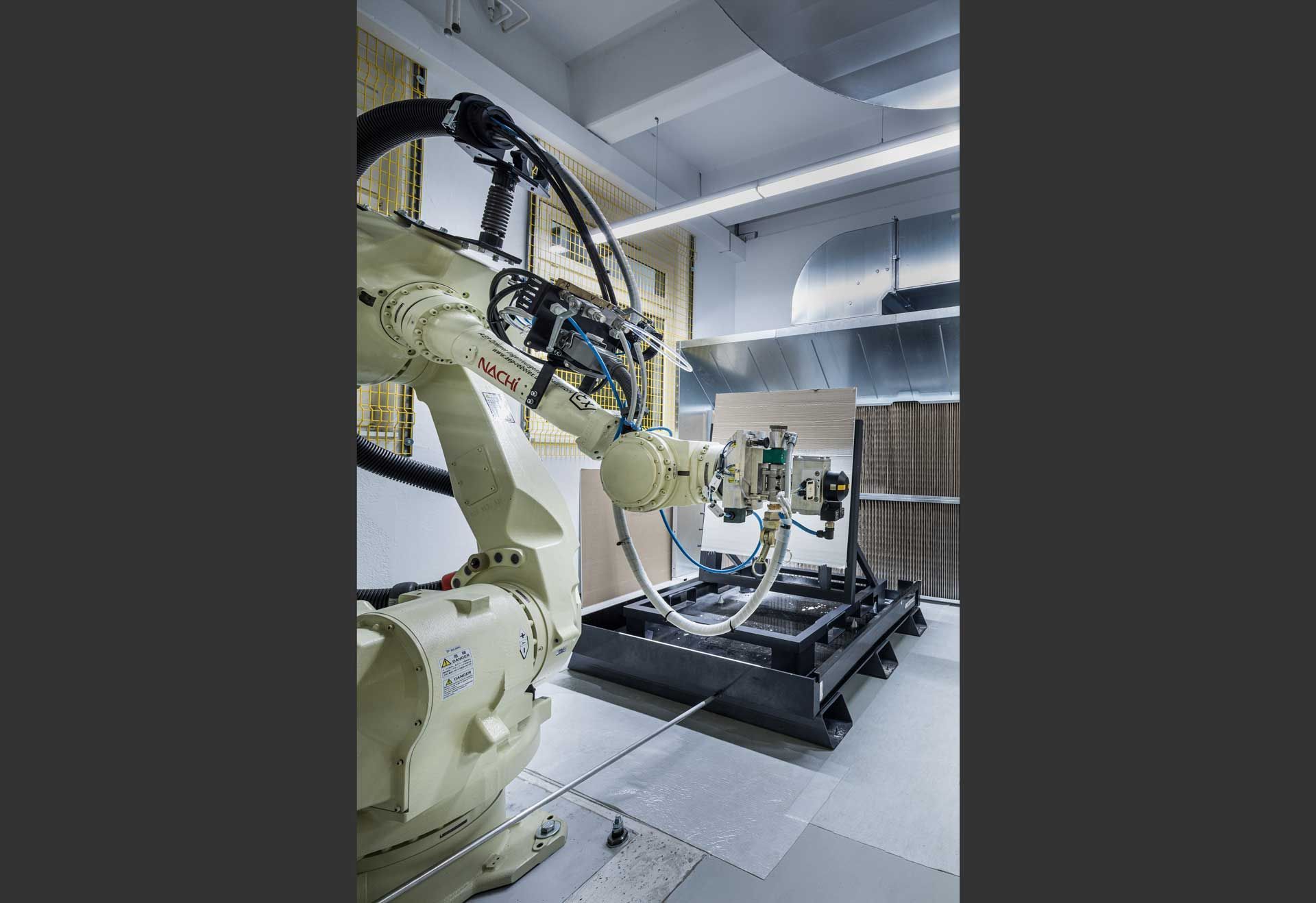
Prüfblechbeschichtungsanlage PB1
Unsere Laboranwendungen unterstützen Sie bei der Qualitätssicherung und bei der Entwicklung neuer Lacke und Beschichtungsverfahren. Der Prüfblechbeschichtungsautomat PB1 dient zur programmgesteuerten und reproduzierbaren Beschichtung von Prüfblechen aus Metall, Kunststoff, Holz und Glas.
Die Prüfblechbeschichtungsanlage ist zur Aufstellung vor einer Filter-/Spritzwand vorgesehen. Am Aufstellort kann die Prüfblechbeschichtungsanlage auf Rollen verfahren werden. Der Aufstellort muss die Forderungen gemäß EN 12215 sowie die nationalen Arbeitsschutzbestimmungen im Betreiberland erfüllen.
Prüfblechbeschichtungsanlagen werden in individuellen Konfigurationen und Ausstattungsvarianten geliefert. Die Prüfblechbeschichtungsanlage entspricht der Atex-Richtlinie (Ex II 3G T4).
Ausstattung und Varianten:
Lacksystem
max. 2 Lackierpistolen mit Fließbecher
Anzahl Spritzarten
7 (individuell einstellbar)
Die Anzahl der gelieferten Spritzarten/-programme ist abhängig vom Bestellumfang.
Prüfplattenaufnahmen
Magnetleiste für magnetische Prüfplatten
> Maße: 500 x 600 mm
> max. Stärke: 2,5 mm
Topfmagnet für magnetische Prüfplatten mit varialen Abmaßen
> Maße: 500 x 600 mm
> max. Stärke: 1,0 mm
mit 2 Saugnäpfen für Prüfplatten aus Holz, Kunststoff, Aluminium, Glas
> Maße: 50 x 150 mm
> max. Stärke: 1,5 mm
mit 6 Saugnäpfen für Prüfplatten mit geringer Oberflächenrauhigkeit, frei von Fett und Schmiermittel
> Maße: 500 x 600 mm
> max. Stärke:
- 2,0 mm Blech
- 1,5 mm Glas
- 4,0 mm Kunststoff
- 4,0 mm Holz
Technische Daten:
Verfahrbereich Prüfblech/Lackierpistole
900 mm waagerecht, maximal
600 mm senkrecht, maximal
Geschwindigkeit Lackierpistole (waagerecht)
0,3…0,8 m/s
Einstellbar in 0,1 m/s-Schritten
Vorschub Prüfplatte (senkrecht)
20…100 mm
Einstellbar in 20 mm-Schritten
Abstand Lackierpistole – Prüfplatte
180…400 mm
Abmessungen (Höhe x Breite x Tiefe)
1500 x 1250 x 760 mm
Gewicht
250 kg
Atex-Klasse
Ex II 3G T4
Aufstellumgebung
Spritzkabine nach EN 12215,
max. VOC 100 mg/m3
Anschluss, elektrisch
230 VAC 50 Hz, ExD
Umgebungstemperatur
+ 10…30 °C
Broschüren:
Fachpresse:
︽ Prüfblechbeschichtungsautomaten PB2
Prüfblechbeschichtungsanlage PB2

Die Prüfblechbeschichtungsanlage ist zur Aufstellung vor einer Filter-/Spritzwand vorgesehen. Am Aufstellort kann die Prüfblechbeschichtungsanlage auf Rollen verfahren werden. Der Aufstellort muss die Forderungen gemäß EN 12215 sowie die nationalen Arbeitsschutzbestimmungen im Betreiberland erfüllen.
Prüfblechbeschichtungsanlagen werden in individuellen Konfigurationen und Ausstattungsvarianten geliefert. Die Prüfblechbeschichtungsanlage entspricht der Atex-Richtlinie (Ex II 3G T4).
Highend
Die Prüfblechbeschichtungsanlage PB2 wird an einem Touch-Bildschirm bedient. Die Prüfaufgaben werden in Projekten organisiert und können per USB-Stick auf mehrere Prüfblechbeschichtungsanlagen verteilt werden. Der Austausch von reproduzierbaren Ergebnissen ist somit – auch standortübergreifend – realisierbar.
Ausstattungsvarianten:
Lacksystem
max. 2 Lackierpistolen mit Fließbecher
Optional: Lackversorgungspumpe
Projektdatenbank
> Anlage von beliebig vielen Projekten mit bis zu 7 Spritzarten/-programmen
> Anlage von beliebig vielen Projekten mit bis zu 7 Spritzarten/-programmen
Anzahl Spritzarten/-programme
7 (individuell einstellbar)
Die Anzahl der gelieferten Spritzarten/-programme ist abhängig vom Bestellumfang.
Prüfplattenaufnahmen
Magnetleiste für magnetische Prüfplatten
> Maße: 500 x 600 mm
> max. Stärke: 2,5 mm
Topfmagnet für magnetische Prüfplatten mit varialen Abmaßen
> Maße: 500 x 600 mm
> max. Stärke: 1,0 mm
mit 2 Saugnäpfen für Prüfplatten aus Holz, Kunststoff, Aluminium, Glas
> Maße: 50 x 150 mm
> max. Stärke: 1,5 mm
mit 6 Saugnäpfen für Prüfplatten mit geringer Oberflächenrauhigkeit, frei von Fett und Schmiermittel
> Maße: 500 x 600 mm
> max. Stärke:
- 2,0 mm Blech
- 1,5 mm Glas
- 4,0 mm Kunststoff
- 4,0 mm Holz
Technische Daten
Verfahrbereich Prüfblech/Lackierpistole
900 mm waagerecht, maximal
600 mm senkrecht, maximal
Geschwindigkeit Lackierpistole (waagerecht)
0,1…1,2 m/s
Einstellbar in 0,001 m/s-Schritten
Vorschub Prüfplatte (senkrecht)
20…100 mm
Einstellbar in 20 mm-Schritten
Abstand Lackierpistole – Prüfplatte
180…400 mm
Abmessungen (Höhe x Breite x Tiefe)
1500 x 1250 x 760 mm
Gewicht
250 kg
Atex-Klasse
Ex II 3G T4
Aufstellumgebung
Spritzkabine nach EN 12215,
max. VOC 100 mg/m3
Anschluss, elektrisch
230 VAC 50 Hz, ExD
Umgebungstemperatur
+ 10…30 °C
Broschüren:
Fachpresse:
︽ Prüfblechbeschichtungsautomaten PB3

Der Prüfblechbeschichtungsautomat ist zur Aufstellung vor einer Filter-/Spritzwand vorgesehen. Am Aufstellort kann der Prüfblechbeschichtungsautomat auf Rollen verfahren werden. Der Aufstellort muss die Forderungen gemäß EN 16985 sowie die nationalen Arbeitsschutzbestimmungen im Betreiberland erfüllen. Prüfblechbeschichtungsautomaten werden in individuellen Konfigurationen und Ausstattungsvarianten geliefert. Der Prüfblechbeschichtungsautomat entspricht der Atex- Richtlinie (Ex II 3G T4).
Prüfblechbeschichtungsanlagen werden in individuellen Konfigurationen und Ausstattungsvarianten geliefert. Die Prüfblechbeschichtungsanlage entspricht der Atex-Richtlinie (Ex II 3G T4).
Highend
Der Prüfblechbeschichtungsautomat PB3 wird an einem Touch-Bildschirm bedient. Die Prüfaufgaben werden in Projekten organisiert und können per USB-Stick auf mehrere Prüfblechbeschichtungsautomaten verteilt werden. Der Austausch von reproduzierbaren Ergebnissen ist somit – auch standortübergreifend – realisierbar.
Ausstattungsvarianten:
Lackierpistole
max. 2 Lackierpistolen
- mit Fließbecher oder
- Anschluss an Materialversorgung
Bei Anschluss an Materialversorgung:
- Automatisches Auslitern
- Alle Luftdrücke digital gemessen und einstellbar
- Spülen der Saugleitung im System
Materialversorgung
- Materialversorgung mit Zahnradpumpe
- Spüleinrichtung mit Spülmittel und Druckluft
- Materialbehälter
- Spülmittelbehälter
- Restebehälter
Projektdatenbank
- Anlage von beliebig vielen Projekten mit individuellen Spritzarten/-programmen und Spülprogrammen
- Ablage auf Festplatte und USB-Stick im CSV-Format
Anzahl Spritzarten/-programm
6 (individuell einstellbar)
Die Anzahl der gelieferten Spritzarten/-programme ist abhängig vom Bestellumfang.
Spülprogramme
Anlage von individuellen Spülprogrammen ohne Schrittlimitierung
Verwaltungsprogramme
- Dateiverwaltung
- Datensicherung
- Programmverwaltung
- Systemverwaltung
Prüfplattenaufnahmen
Magnetleiste für magnetische Prüfplatten:
Maße: 600 x 320 mm
Prüfplatten 90° schwenkbar für Spritzart „Kreuzgang“
Optional: Vakuumaufnahmen für nicht ferritische
Prüftafeln.
Technische Daten
Verfahrbereich Prüfblech/Lackierpistole
1000 mm waagrecht, maximal
600 mm senkrecht, maximal
Geschwindigkeit Lackierpistole (waagerecht)
0,1…1,2 m/s
Einstellbar in 0,001 m/s-Schritten
Vorschub Prüfplatte (senkrecht)
20…100 mm
Einstellbar in 20 mm-Schritten
Lackierabstand Prüfplatte - Lackierpistole
200…400 mm
Abmessungen (Höhe x Breite x Tiefe)
1620 x 1600 x 830 mm
Gewicht
450 kg
Atex-Klasse
Ex II 3G T4
Aufstellungsumgebung
Lackierkabine nach EN 16985,
max. VOC 100 mg/m 3
Anschluss, elektrisch
230/400 VAC, 50 Hz, 6 A, ExD
Umgebungstemperatur
+ 10…30 °C
Lackieranlagen für branchenspezifische Anwendungen
︽ Lackieranlagen für Kleinteile und Serienproduktion
Lackieranlagen für Kleinteile

Mit Lackieranlagen für Kleinteile werden in der Serienproduktion Teile aus Metall, Kunststoff oder Holz lackiert.
Das Material wird auf Warenträger konfektioniert. Die Be- und Entladung des Warenträgersystems erfolgt wahlweise manuell, halbautomatisch oder automatisch, z.B. mit einem Roboter.
Die Bearbeitung des Materials in der Lackieranlage erfolgt automatisch: z.B. Reinigen mit ionisierter Luft, Lackieren, Trocknen und Kühlen.
Der Lackauftrag erfolgt mit wirtschaftlichen Airless-Lackierpistolen, mit Luftzerstäuber-Lackierpistolen oder elektrostatisch. Die Werkstücke werden in einem Durchlauf allseitig beschichtet. Der Abstand der Lackierpistolen zum Werkstück wird geometrieabhängig gesteuert. Die Lackierpistolen werden zur Reduzierung des Lackverbrauchs konturabhängig ein- und ausgeschaltet.
Overspray wird mit Vorabscheidern und mit Abluftfiltern abgeschieden.
Die Luftführung ist auf minimale Verluste in Bezug auf Wärme und Luftleistung ausgelegt.
Die Wände der Lackier-Einheit sind zur einfachen Reinigung mit Anti-Haft-Folie beschichtet.
Der Wartungsaufwand ist auf das Wesentliche reduziert.
Die Konzeption erfolgt nach den Bedürfnissen, die sich aus der Form der Werkstücke, den Umgebungsbedingungen und der geforderten Aufgabe ergeben.
︽ Lackieranlagen zum Lackieren größerer Kunststoffteile
Kunststoffe

Lackieranlagen zum Lackieren größerer Kunststoffteile werden in den bestehenden Transportweg bzw. in die Fertigungsstraße integriert oder als Einzellinie aufgestellt.
Der Lackauftrag erfolgt mit wirtschaftlichen Airless-Lackierpistolen. Die Werkstücke werden in einem Durchlauf allseitig beschichtet. Der Abstand der Lackierpistolen zum Werkstück wird geometrieabhängig gesteuert. Die Lackierpistolen werden zur Reduzierung des Lackverbrauchs konturabhängig ein- und ausgeschaltet.
Die Luftführung ist auf minimale Verluste in Bezug auf Wärme und Luftleistung ausgelegt.
Alle Baugruppen sind für eine einfache und schnelle Reinigung optimiert und von außen zugänglich.
Die Wände der Lackier-Einheit sind zur einfachen Reinigung mit Anti-Haft-Folie beschichtet. Overspray wird auf Austragsfolien gesammelt sowie über die Abluft im Trockenfilter-System abgeschieden.
Der Wartungsaufwand ist auf das Wesentliche reduziert.
Die Konzeption erfolgt nach den Bedürfnissen, die sich aus der Form der Werkstücke, den Umgebungsbedingungen und der geforderten Aufgabe ergeben.
Fachpresse:
︽ Lackieranlagen zum Lackieren von Steinwollplatten oder Steinwolllamellen
Steinwolle

Lackieranlagen zum Lackieren von Steinwollplatten oder Steinwolllamellen werden in den bestehenden Transportweg bzw. in die Fertigungsstraße integriert oder als Einzellinie aufgestellt.
Der Lackauftrag erfolgt mit wirtschaftlichen Airless-Lackierpistolen. Die Werkstücke werden in einem Durchlauf allseitig beschichtet. Der Abstand der Lackierpistolen zum Werkstück wird geometrieabhängig gesteuert. Die Lackierpistolen werden zur Reduzierung des Lackverbrauchs konturabhängig ein- und ausgeschaltet.
Die Luftführung ist auf minimale Verluste in Bezug auf Wärme und Luftleistung ausgelegt.
Alle Baugruppen sind für eine einfache und schnelle Reinigung optimiert und von außen zugänglich. Die Wände der Lackier-Einheit sind zur einfachen Reinigung mit Anti-Haft-Folie beschichtet. Overspray wird auf Austragsfolien gesammelt sowie über die Abluft im Trockenfilter-System abgeschieden.
Der Wartungsaufwand ist auf das Wesentliche reduziert.
Die Konzeption erfolgt nach den Bedürfnissen, die sich aus der Form der Werkstücke, den Umgebungsbedingungen und der geforderten Aufgabe ergeben.